Ultimate Guide to Corrosion-Resistant Materials for Hazardous Areas
Corrosion in hazardous areas can lead to serious safety risks, costly downtime, and expensive repairs. Industries like oil and gas, chemical processing, and wastewater treatment face the highest risks due to exposure to harsh chemicals, moisture, and extreme conditions. Selecting the right materials is critical to prevent failures and ensure long-term reliability.
Key Takeaways:
- Common Corrosion Types: Includes uniform, pitting, crevice, galvanic, and stress corrosion cracking (SCC).
-
Top Materials:
- Stainless Steel 316: Best for marine and chloride-heavy environments.
- Fiberglass (GRP): Lightweight, resistant to most chemicals, ideal for electrical enclosures.
- Nickel Alloys (e.g., Inconel 625): Handles extreme conditions like sour gas and high temperatures.
- Protective Measures: Use coatings (epoxy, zinc-nickel), passivation, and regular maintenance to extend material life.
Proper material selection and maintenance reduce failures, protect investments, and improve safety in harsh environments. Read on for detailed insights into corrosion types, material properties, and maintenance strategies.
Types of Corrosion and How They Occur
Common Corrosion Types in Hazardous Areas
Knowing the different types of corrosion is key to choosing the right materials for hazardous environments.
Uniform corrosion is the most predictable type. Here, material loss happens evenly across the exposed surface. Engineers often address this by adding extra thickness, known as "corrosion allowances", during the design stage. It’s common but also the easiest to detect and manage through regular inspections.
Pitting corrosion is more localized, causing damage in small, deep spots. Chlorides often drive this process, creating hidden weaknesses in materials. The real danger? Pitting can be deceptive - components might look fine on the surface, but hidden pits can drastically reduce wall thickness. Civil engineer Krystal Nanan explains:
"Pitting is considered to be one of the most dangerous types of corrosion because it is difficult to predict and has a tendency to cause sudden and extreme failures".
Crevice corrosion forms in tight spaces where fluids get trapped, such as under gaskets or washers. These confined areas often experience oxygen depletion, leading to acidic conditions that speed up metal damage.
Galvanic corrosion happens when two different metals come into contact in a moist or electrolyte-filled environment. The less noble metal corrodes faster. To reduce the risk, engineers try to select materials with a voltage difference below 0.2V.
Stress corrosion cracking (SCC) combines tensile stress with specific corrosive conditions, causing brittle fractures below an alloy's yield strength. Swagelok describes the risk:
"Stress corrosion cracking (SCC) is dangerous because it can destroy a component at stress levels below the yield strength of an alloy".
Stainless steels, for instance, are particularly vulnerable to SCC when exposed to even small amounts of chlorides at temperatures above 140°F (60°C).
In the oil and gas industry, sulfide stress cracking (SSC) is a common issue. It occurs when hydrogen sulfide (H₂S) reacts with moisture, allowing hydrogen atoms to penetrate the metal, making it brittle and prone to cracking under stress.
Intergranular corrosion targets the boundaries between metal grains. This often occurs after improper welding or heat treatments that strip protective elements like chromium from these areas.
Erosion corrosion results from high-velocity fluids wearing away protective surface layers. This type of damage is frequently seen at pipe bends or in areas with turbulent flow.
Each of these corrosion types can worsen depending on the surrounding environment.
Environmental Factors That Accelerate Corrosion
The environment plays a massive role in how quickly and severely corrosion occurs. Humidity and moisture act as electrolytes, fueling the electrochemical reactions that drive corrosion. For instance, in the presence of hydrogen sulfide, water transforms H₂S from a relatively harmless gas into a corrosive agent, which can lead to sulfide stress cracking.
Temperature swings also matter. Higher temperatures speed up chemical reactions. For example, pitting becomes more aggressive, and stainless steels are at greater risk of stress corrosion cracking once temperatures exceed 140°F (60°C).
Chemical exposure is another critical factor. Chlorides, common in marine environments and certain industrial processes, attack the thin oxide layer that protects stainless steel. Once this layer is breached, the voltage difference of +0.78 volts between the passive and active layers accelerates pitting.
Lastly, mechanical stress combined with corrosive conditions creates a perfect storm for stress corrosion cracking. Residual stresses from welding or cold forming can linger in components for years. To counter this, designs must minimize crevices and ensure proper drainage to reduce corrosion risks.
As the Health and Safety Executive notes, corrosion is "the largest single cause of plant and equipment breakdown in the process industries". For example, unprotected carbon steel in marine environments can corrode at rates of up to 0.04 inches (1 mm) per year. These challenges highlight the importance of selecting materials with properties that resist corrosion effectively.
sbb-itb-501186b
Understanding Corrosion: Fundamentals, Mechanisms, and Prevention Strategies |Inspection & Corrosion
Corrosion-Resistant Materials: Types and Properties
Choosing the right materials for hazardous areas often comes down to their ability to resist corrosion effectively. Here’s a closer look at some of the most commonly used options and their unique properties.
Stainless Steel
The corrosion resistance of stainless steel comes from its chromium content. With at least 10.5% chromium, stainless steel forms a thin, invisible layer of chromium oxide on its surface, acting as a shield against corrosion. As Michael Pfeifer, Principal Consultant at Industrial Metallurgists, LLC, explains:
"Stainless steels gain their resistance to corrosion from a thin, tenacious surface layer of chromium oxide. If the oxide layer is physically damaged, there is rapid regeneration of the layer, thus preserving the corrosion resistance".
This self-healing feature makes stainless steel a top choice for environments with moisture, chemicals, and physical wear.
Different grades of stainless steel suit different needs. Type 304, with 18% chromium and 8% nickel, is an economical option for general corrosion resistance. For areas exposed to chlorides, Type 316 includes 2–3% molybdenum, offering better protection, especially in marine settings. Low-carbon ("L") grades and stabilized variants like Type 321 and 347 are ideal for high-temperature applications (800°F–1,500°F) as they resist chromium carbide formation.
The Pitting Resistance Equivalent Number (PREN) is a helpful tool for comparing grades, calculated as:
PREN = %Cr + 3.3(%Mo) + 16(%N)
A PREN of 32 or higher is considered essential for seawater applications. Among stainless steels, austenitic grades (300-series) dominate, making up over 60% of global production. These grades are non-magnetic, maintain toughness across a wide temperature range, and resist hydrogen embrittlement when nickel content is between 10% and 30%. However, their higher nickel content often makes them pricier than ferritic grades.
Next, let’s explore how PVC coatings can serve as an alternative for corrosion resistance.
PVC-Coated Metals
PVC coatings create a protective barrier over metals, shielding them from moisture, chemicals, and salt spray. This approach is common for electrical enclosures, conduits, and fittings, where budget considerations are critical. However, if the coating is scratched or damaged, the exposed metal can corrode quickly. While PVC-coated metals remain electrically conductive (requiring proper grounding to avoid shock hazards), they also moderate heat dissipation, which can be an advantage in managing thermal loads.
Nonmetallic Materials
Materials like polycarbonate and fiberglass take a different route by being inherently immune to corrosion. They don’t rust, oxidize, or experience electrochemical degradation.
Polycarbonate is highly resistant to impacts and performs well in temperatures ranging from –40°F to 248°F. Its lightweight nature simplifies installation, especially in remote or elevated locations. As Integra Enclosures highlights:
"In environments where corrosion protection is non-negotiable, a plastic electrical enclosure can outperform metal".
Fiberglass, also known as GRP, is another strong yet lightweight option. It withstands most acids and salts effectively, though it can lose its aesthetic appeal under prolonged sunlight exposure.
These materials eliminate the need for frequent repainting or structural checks. Plus, their natural non-conductivity adds an extra layer of safety. On the downside, they don’t dissipate heat well, which can be an issue in heat-intensive applications. Additionally, polycarbonate is vulnerable to organic solvents like acetone, while fiberglass can be more expensive, costing 1.8 to 2.3 times as much as carbon steel. For hazardous areas, NEMA Type 4X enclosures are often recommended.
Now, let’s look at specialty alloys designed for the harshest environments.
Specialty Alloys for H₂S and Harsh Chemical Environments
In environments with hydrogen sulfide (H₂S) levels above 0.05 psia (0.3 kPaa), standard materials can fail due to sulfide stress cracking (SSC). Nickel-based alloys like INCONEL 625 and C-276 are commonly used in these conditions. As Corrotherm explains:
"Materials used in these extreme environments need to have outstanding corrosion resistance as a priority. They also need to exhibit other key properties like high strength and toughness to handle the intense pressure".
These alloys offer resistance to SSC, pitting, and crevice corrosion. Nickel enhances resistance in reducing environments, molybdenum combats localized pitting, and chromium maintains a passive film to prevent oxidation.
For high-pressure applications, such as down-hole valves in deep wells, age-hardenable alloys like INCONEL 725 and Custom Age 625 PLUS provide the necessary strength while maintaining corrosion resistance. Duplex stainless steels, including Alloy 2507 and 7-Mo PLUS, offer a balanced option, delivering twice the yield strength of standard austenitic steels and excellent resistance to chloride-induced stress corrosion cracking.
Material selection for H₂S service must comply with the NACE MR0175/ISO 15156 standard, which aims to prevent environmental cracking in sour gas conditions. Gilbert Industries emphasizes:
"The primary objective of NACE MR0175 is to prevent environmental cracking, particularly in environments containing H₂S".
Hardness limits are crucial for preventing SSC. For example, ASTM A 105 forgings should stay below 187 Brinell, and ASTM A 234 fittings must not exceed 197 Brinell. Temperature also plays a role - while 300-series stainless steels resist H₂S corrosion at room temperature (up to 104°F), nickel-based alloys maintain their performance at much higher temperatures.
Selecting Materials Based on Hazardous Area Classifications
When choosing materials for hazardous environments, matching material selection to the area's classification is critical for safety and performance. This starts with understanding the hazardous area classification of your equipment. These classifications specify how frequently explosive atmospheres occur and the level of protection needed.
Hazardous Area Classifications (Class 1, Zone 0, Zone 1, Zone 2)
In North America, the Class/Division system under NEC/NFPA 70 is commonly used, while international standards rely on the Zone system defined by IEC and ATEX. Both systems categorize areas based on how often flammable gases, vapors, or dusts are present.
Zone 0 is the most hazardous classification, where explosive atmospheres are present continuously or for more than 1,000 hours annually. Randy Barnett, CESCP, describes it this way:
"In a Zone 0 location, ignitable concentrations of flammable gases or vapors are present continuously or for long periods. (The inside of a tank, for example)".
Equipment for Zone 0 requires the highest protection levels, typically achieved with Intrinsically Safe (Ex ia) or Encapsulation (Ex ma) designs. These systems limit electrical energy, allowing lighter materials like polycarbonate or GRP (Glass Reinforced Plastic) to replace heavier metals.
Zone 1 refers to areas where explosive atmospheres occur occasionally, between 10 and 1,000 hours per year. Flameproof (Ex d) enclosures are essential here, often made from cast aluminum or 316 stainless steel. These materials must be strong enough to contain internal explosions. Features like machined flanges and threaded entries create "flame paths" that cool escaping gases, so these surfaces should remain unaltered.
Zone 2 applies to areas where explosive atmospheres are rare, occurring less than 10 hours annually. Equipment here often uses "Increased Safety" (Ex e) or non-sparking (Ex n) designs, which can incorporate lighter materials like aluminum alloys or GRP.
To ensure safety, equipment surfaces must stay below 80% of the autoignition temperature of the surrounding substances. Additionally, confirm that the Temperature Class (T1–T6) is suitable for your environment.
| Classification | Atmosphere Presence | Protection Level (EPL) | Common Protection Methods |
|---|---|---|---|
| Zone 0 / 20 | Continuous (>1,000 hrs/yr) | Ga (Gas) / Da (Dust) | Intrinsic Safety (ia), Encapsulation (ma) |
| Zone 1 / 21 | Occasional (10–1,000 hrs/yr) | Gb (Gas) / Db (Dust) | Flameproof (d), Increased Safety (e), Purged (px/py) |
| Zone 2 / 22 | Rare (<10 hrs/yr) | Gc (Gas) / Dc (Dust) | Non-sparking (nA), Restricted Breathing (nR), Purged (pz) |
These classifications help identify materials that resist corrosion while meeting the required safety standards.
Dust Groups and Material Compatibility
Dust hazards also play a significant role in material selection. In dust-prone areas (Zones 20–22), the specific dust group determines the necessary enclosure sealing and the potential for static buildup.
- Group IIIC: Includes conductive metal dusts like magnesium or aluminum. These environments require IP6X sealing and materials that are either conductive or treated to prevent static buildup.
- Group IIIB: Covers carbon-based dusts such as coal or charcoal. Stainless steel or aluminum enclosures with strong seals are effective here.
- Group IIIA: Relates to non-conductive dusts, including grain, flour, and wood particles. Lightweight, non-conductive materials like polycarbonate or GRP are often preferred.
In coastal areas or environments with chloride levels exceeding 100 ppm, 316 stainless steel is recommended over 304 stainless steel. The 2–3% molybdenum in 316 stainless steel provides greater resistance to pitting and crevice corrosion. For marine or offshore applications, GRP is another excellent choice, offering durability and meeting IP66/67 ratings often required for hazardous zones.
For North American setups, proper conduit threading is essential. NPT threads should have a 3/4 inch per foot taper with at least five full threads engaged to ensure a flame-tight seal. In dust-prone areas, achieving IP66 protection ensures enclosures are dust-tight and resistant to high-pressure water jets, maintaining the integrity of their protective design.
Corrosion Prevention and Maintenance Methods
Choosing the right materials is just the start when it comes to fighting corrosion. To truly extend the life of equipment, proactive prevention and regular maintenance are essential. According to the World Corrosion Organization, corrosion costs the global economy a staggering $2.5 trillion annually - roughly 3% of GDP in most industrialized nations. In the U.S. petrochemical refining industry alone, corrosion-related maintenance expenses reach an estimated $1.8 billion every year. The good news? Preventative measures could cut these costs by up to 40%.
Protective Coatings and Surface Treatments
Triple-coat finishes are a go-to solution for environments like refineries and chemical plants that face harsh exposure to sulfur oxides, chlorine, or H₂S. This system includes three layers: a zinc electroplate for moisture protection, a chromate dip to prevent white corrosion and organic buildup, and an epoxy powder coat for chemical and impact resistance. Dave Mueller, Product Manager at Emerson Automation Solutions, explains:
"By merging the strengths of zinc, chromate and epoxy powder, the triple-coat process results in a thick, uniform layer of protection that seals out the harshest corrosives."
These finishes are tough - they've passed salt fog tests (ASTM B117-18) for over 1,008 hours (42 days) without failing. Unlike standard paints that crack under temperature-induced expansion and contraction, triple-coat finishes stay intact, offering flexibility and durability.
Galvanization provides dual protection, working as both a physical barrier and a sacrificial anode. For saltwater environments, zinc-nickel alloy coatings outperform pure zinc, delivering up to three times the corrosion resistance at the same thickness.
Epoxy powder coatings are applied electrostatically and heat-cured to create a thick, durable layer. They resist heat and most chemicals, though UV exposure can degrade them over time. For outdoor use, make sure the coating is UV-rated or add shielding.
PVC coatings bond permanently to metal, offering abrasion resistance. However, improper handling can expose the substrate, leading to rapid corrosion.
For stainless steel, passivation chemically removes surface contaminants, enhancing the protective chromium oxide layer. Similarly, anodizing strengthens aluminum by thickening its natural oxide layer, improving both corrosion and wear resistance.
| Coating Type | Primary Mechanism | Best For |
|---|---|---|
| Galvanization | Sacrificial & Barrier | Wet/weather-exposed steel, construction |
| Epoxy Powder | Barrier (Chemical) | Oil & gas, wastewater, chemical processing |
| Triple-Coat | Multi-layer Defense | Refineries, H₂S, and high-chlorine areas |
| PVC Coating | Barrier (Abrasion) | Conduits and fittings in abrasive settings |
| Zinc-Nickel | Sacrificial (Enhanced) | Aerospace, defense, and saltwater exposure |
Applying these coatings correctly is critical, but regular inspections and maintenance are just as important for long-term protection.
Inspection and Maintenance Best Practices
Routine inspections are key to catching localized corrosion before it leads to equipment failure. Visual checks for chips, cracks, or UV damage in coatings like epoxy or powder are especially important since even small damages can expose metal to corrosive agents like salt spray or chemicals.
For galvanized surfaces, apply zinc-rich paint immediately if damage occurs to restore the sacrificial anode effect. Equipment with glass or plastic linings should undergo electrical continuity tests to find hidden defects or pinholes.
Electrical enclosures need regular seal inspections to ensure they maintain their IP rating and keep moisture out, especially during pressure changes. Keeping a detailed inspection history helps optimize maintenance schedules, allowing you to shift from generic timelines to predictive, condition-based routines.
Cleaning is another essential practice. Electrolyte buildup accelerates corrosion, so regularly remove debris from sumps and vessels to prevent oxygen-depleted zones that cause localized corrosion. When cleaning, use deionized, oxygen-free water and dry all components thoroughly to avoid stagnant moisture.
Beyond inspections and cleaning, controlling the environment plays a big role in minimizing corrosion risk.
Environmental Controls to Reduce Corrosion Risk
Since moisture acts as the electrolyte in corrosion reactions, reducing exposure to rain, dew, and condensation is a top priority. Use desiccants or dehumidifiers to dry the air, especially in pneumatic systems, to prevent moisture buildup and freezing in colder climates.
Temperature control is also important, as corrosion rates can double with every 10°C (18°F) increase in temperature. Avoid rapid temperature changes that lead to condensation and wear on seals.
Removing oxygen from the environment or electrolyte is another effective strategy, as it halts the cathodic reaction needed for corrosion to occur. Keeping surfaces free from dust, salts, and debris helps prevent moisture retention and the formation of localized corrosion cells. In industries like oil and gas, filtering or neutralizing corrosive gases like H₂S, CO₂, chlorine, and ammonia can protect sensitive equipment.
Using equipment with pressure relief functions can help maintain internal pressure balance. Additionally, chemical inhibitors that form a protective barrier on metal surfaces can reduce ion and electron flow, slowing the corrosion process.
Stephanie Ellis, Director at Corrosion College, emphasizes:
"Corrosion is a natural and inevitable process that once understood can be mitigated so that preventive measures and controlled outages can take place."
Using Corrosion-Resistant Materials in Electrical Equipment
When it comes to protecting electrical systems in hazardous environments, the choice of materials is absolutely critical. These areas often expose equipment to moisture, chemicals, and extreme temperatures, making durability a top priority. The right material selection can save years of operational headaches and prevent costly replacements. As VIOX Electric warns:
"Choosing the wrong enclosure material can trigger costly replacements, labor-intensive retrofits, and significant production losses."
Enclosures, Conduits, and Fittings
Corrosion-resistant enclosures aren't just protective shells - they play a vital role in preventing catastrophic failures, especially in explosive atmospheres. These enclosures are designed to either contain internal explosions (Ex d) or prevent sparks (Ex e) from igniting flammable gases or dust. When surface corrosion compromises seals, moisture can seep in, causing electrical shorts and equipment breakdowns.
Material choice is heavily influenced by the level of chloride exposure. Stainless steel 316 is a standout option for marine environments within 1–2 km of the coast, as it can handle chloride levels up to 1,000 ppm. In contrast, stainless steel 304 is prone to pitting at levels above 100 ppm. For chemical plants and wastewater facilities, fiberglass (RTRC) conduit offers unmatched corrosion resistance among conduit materials. Champion Fiberglass emphasizes:
"Corrosion may be inevitable, but it is controllable. By specifying a highly corrosion-resistant electrical conduit type engineers can expand the lifespan of an electrical system..."
The difference in longevity is striking: stainless steel 316 enclosures can last over 30 years, while standard coated carbon steel often needs replacing after 10–15 years. It's also worth noting that enclosure failures account for roughly 15–20% of maintenance issues in harsh environments. To prevent galvanic corrosion, stainless steel hardware with insulating washers should be used on aluminum enclosures. Additionally, any modifications like drilling or cutting must be done by approved manufacturers to maintain ATEX/IECEx certifications.
Transformers and breakers are another crucial area where corrosion-resistant materials can make a big difference.
Transformers and Breakers
In corrosive settings, transformer enclosures made from powder-coated mild steel deteriorate quickly. Upgrading to stainless steel or specialized polymer coatings can extend the service life to over 50 years. These materials also help reduce contact resistance and heat buildup, ensuring system stability and protecting worker safety.
For hazardous zones, transformer and breaker enclosures must meet at least an IP66 rating to ensure they are dust-tight and can withstand powerful water jets. Durability in seals, hinges, and gaskets is essential to prevent equipment failures over time.
Power distribution systems also demand robust material solutions to function effectively in extreme conditions.
Power Distribution in Hazardous Industries
Industries like oil and gas, chemical processing, and wastewater treatment push power distribution systems to their limits. Each type of equipment requires materials designed to handle specific challenges. For example:
- Nickel-based alloys like Inconel C-276 are excellent for wet chlorine gas and hypochlorite, while Alloy 625 is ideal for sour gas (H₂S) and high-temperature power generation.
- Titanium alloys perform well in environments with aggressive chlorides and oxidizing acids, tolerating temperatures up to 1,112°F (600°C). However, their high cost limits their use to critical applications.
In coastal or de-icing salt environments, stainless steel 316 is a better choice than 304 to prevent pitting. In chemical plants dealing with organic solvents or strong bases like ammonia, fiberglass (GRP/FRP) outperforms polycarbonate, which can crack or craze under stress. Temperature resistance is another factor: polycarbonate fails above 248°F (120°C), while stainless steel and nickel alloys can withstand temperatures as high as 1,598°F (870°C).
For hazardous installations, equipment must meet NEMA 4X standards, which require corrosion-resistant materials like 316 stainless steel or fiberglass, along with water protection. Additionally, ATEX (Europe) or IECEx (global) certifications are essential for ensuring safety in explosive atmospheres. For sourcing transformers, breakers, and other power distribution equipment designed for these challenging environments, Electrical Trader offers a range of new and used options tailored for hazardous areas.
Material Performance Comparison Table
Corrosion-Resistant Materials Performance Comparison for Hazardous Areas
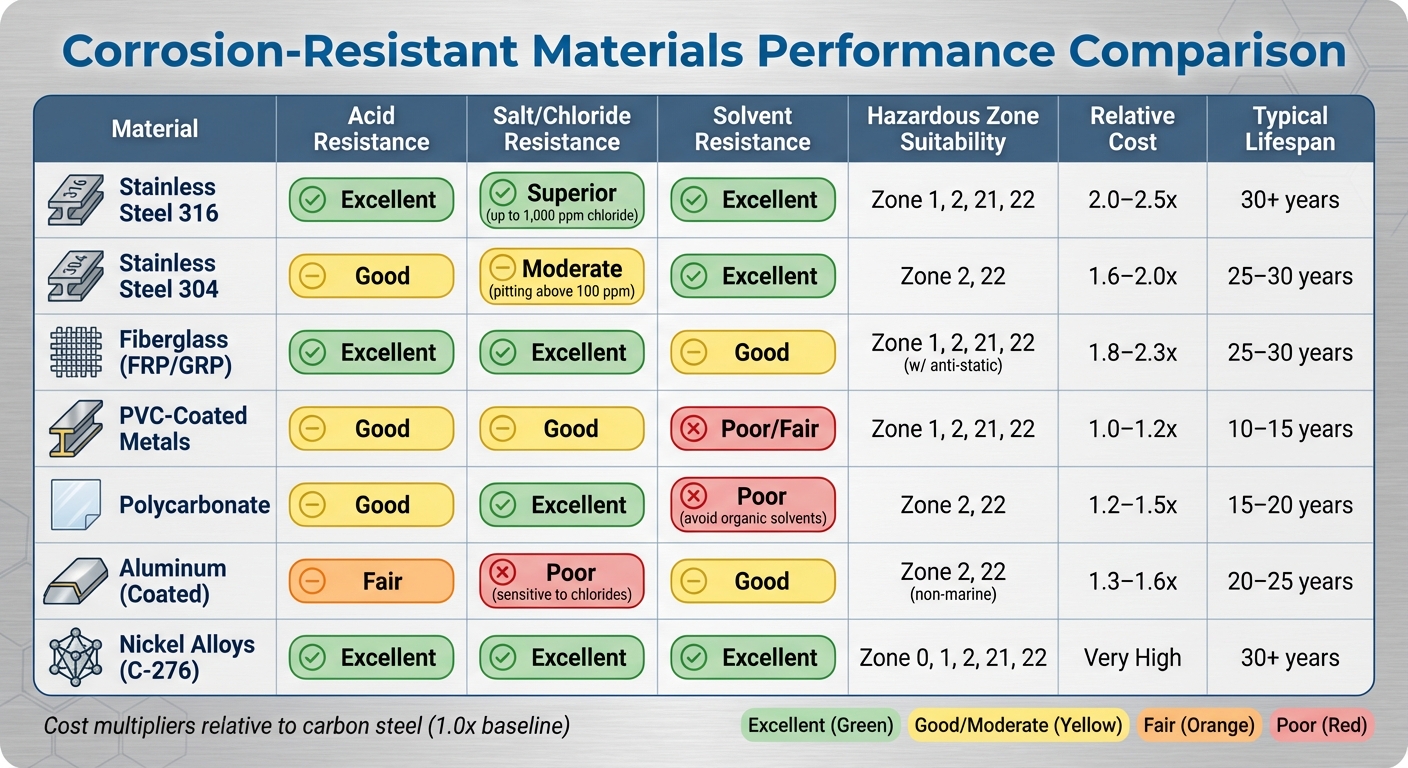
When choosing materials, it's essential to balance corrosion resistance, cost, and durability. The table below provides a detailed comparison of key materials based on performance across critical factors.
Comparison Table
| Material | Acid Resistance | Salt/Chloride Resistance | Solvent Resistance | Hazardous Zone Suitability | Relative Cost | Typical Lifespan |
|---|---|---|---|---|---|---|
| Stainless Steel 316 | Excellent | Superior (up to 1,000 ppm chloride) | Excellent | Zone 1, 2, 21, 22 | 2.0–2.5x | 30+ years |
| Stainless Steel 304 | Good | Moderate (pitting above 100 ppm) | Excellent | Zone 2, 22 | 1.6–2.0x | 25–30 years |
| Fiberglass (FRP/GRP) | Excellent | Excellent | Good | Zone 1, 2, 21, 22 (w/ anti-static) | 1.8–2.3x | 25–30 years |
| PVC-Coated Metals | Good | Good | Poor/Fair | Zone 1, 2, 21, 22 | 1.0–1.2x | 10–15 years |
| Polycarbonate | Good | Excellent | Poor (avoid organic solvents) | Zone 2, 22 | 1.2–1.5x | 15–20 years |
| Aluminum (Coated) | Fair | Poor (sensitive to chlorides) | Good | Zone 2, 22 (non-marine) | 1.3–1.6x | 20–25 years |
| Nickel Alloys (C-276) | Excellent | Excellent | Excellent | Zone 0, 1, 2, 21, 22 | Very High | 30+ years |
Note: Cost multipliers are relative to carbon steel (1.0x baseline). Data sourced from VIOX Electric.
Key Observations
- Stainless Steel 316 stands out for its marine and chemical resistance, handling chloride concentrations up to 1,000 ppm. In contrast, Stainless Steel 304 offers a more economical option but struggles with pitting at chloride levels above 100 ppm.
- Fiberglass (FRP/GRP) is a reliable choice for chemical plants and wastewater facilities due to its broad resistance to chemicals. However, it may not perform well in environments with specific alkalis, like ammonia.
- Polycarbonate is a cost-effective solution for outdoor applications but is vulnerable to cracking when exposed to organic solvents.
- Aluminum, known for its lightweight properties and excellent heat dissipation, is ideal for electronic enclosures. However, it is highly sensitive to chlorides and requires isolation from dissimilar metals to avoid galvanic corrosion.
- For the harshest environments, such as exposure to wet chlorine gas or high-temperature sour gas (H₂S), Nickel Alloys (C-276) are the go-to materials, despite their steep cost.
Hazardous Zone Suitability
- Zone 0 applications demand materials with superior chemical stability and non-sparking features, such as nickel alloys or PTFE.
- For Zone 1/21 and Zone 2/22, Stainless Steel 316 and Fiberglass are preferred due to their durability and resistance to harsh conditions.
This breakdown simplifies the decision-making process, ensuring you select the right material for specific environmental and operational challenges.
Conclusion
After diving into the details of corrosion types, material properties, and environmental challenges, here’s a streamlined takeaway: smart material selection and consistent maintenance are your best tools for combating corrosion and protecting your investment.
When choosing materials, aim for those that go beyond just meeting code requirements - they should also offer durability, safety, and cost-efficiency over time. For instance, while Stainless Steel 316 might have a higher initial price tag than carbon steel, its longer lifespan and lower upkeep costs make it a more economical choice in the long run. Thoughtful material decisions ensure sustained performance, safety, and reliability for years, even decades.
Key Material Selection Tips
- Understand Your Environment: Identify the corrosive agents you’re dealing with. For example, environments with chloride levels over 100 ppm - common in coastal areas or where de-icing salts are used - demand Stainless Steel 316 instead of 304 to avoid pitting corrosion.
- Choose the Right Material for Chemicals: Facilities handling acids or alkalis may benefit from fiberglass (GRP), which costs about 1.8–2.3× more than carbon steel but offers a lifespan of 25–30 years or more.
- Prevent Galvanic Corrosion: Always isolate dissimilar metals using insulating washers, especially when attaching aluminum to steel structures.
- Specify for Tough Conditions: For outdoor or hazardous setups, opt for NEMA Type 4X enclosures to ensure corrosion resistance.
- Balance Strength and Resistance: Your chosen material should not only resist corrosion but also meet the mechanical demands (like yield strength and ductility) of the application.
Picking the right material is just step one - proper upkeep is equally important.
Long-Term Maintenance Tips
Even the best materials need care to maintain their integrity. Regular inspections can catch early signs of wear before they lead to bigger problems. For example:
- Seal and Gasket Checks: These are critical for preventing moisture from seeping in, which can cause oxidation, electrical shorts, or equipment breakdowns.
- Monitor Coatings: If protective layers like zinc galvanizing start to show red rust, act immediately, as the structure’s integrity is already compromised.
- Control Environmental Factors: Reducing humidity and managing temperature fluctuations can slow down the electrochemical reactions that lead to corrosion.
With global corrosion costs topping $2.2 trillion annually, or over 3% of the world’s GDP, investing in proactive maintenance isn’t just smart - it’s essential. It’s far cheaper to maintain your assets than to replace them after failure.
FAQs
How do I choose between 304 and 316 stainless steel?
When deciding between the two, it ultimately comes down to where they’ll be used. Both 304 stainless steel and 316 stainless steel resist corrosion, but they excel in different settings. 316 stainless steel includes molybdenum, giving it an edge in tougher environments like marine areas or industries with high chloride exposure. On the other hand, 304 stainless steel is a more budget-friendly option and performs well indoors or in less corrosive conditions, such as for kitchen appliances. While 316 stainless steel comes with a higher price tag, its added durability can make it a smart investment in locations where corrosion is a concern.
When should I use GRP/fiberglass instead of metal enclosures?
Fiberglass (GRP) enclosures are a smart choice for environments where corrosion resistance, electrical insulation, and long-lasting durability are crucial. These enclosures stand up exceptionally well against chemicals, moisture, saltwater, and tough environmental conditions, making them particularly well-suited for hazardous or demanding areas.
While metal enclosures might provide stronger mechanical strength and better EMI shielding, fiberglass enclosures shine in areas where low maintenance and enhanced safety are priorities - especially in situations prone to corrosion or electrical faults.
What coatings or treatments work best in salty or H₂S areas?
Coatings, such as advanced lubricants and corrosion inhibitors like SuperCORRA, perform exceptionally well in environments with high salt content or exposure to H₂S. On the material side, stainless steel grades like 316 or 316L are excellent picks because they offer robust resistance to chlorides and sulfides. These solutions are key to combating corrosion in tough conditions.