How to Choose Materials for Corrosive Hazardous Areas
Corrosion is the leading cause of equipment failure in process industries, making material selection critical for safety, compliance, and cost efficiency. Improper materials can lead to equipment breakdowns, safety risks, and regulatory issues. Here's how you can make informed choices:
- Understand the environment: Identify corrosive agents (e.g., chemicals, moisture, salt), their concentrations, and operating conditions like temperature and pressure.
- Know material properties: Balance corrosion resistance with mechanical strength. Consider factors like pitting, stress corrosion cracking, and temperature tolerance.
- Choose the right metals and alloys: Options range from 316 stainless steel for moderate needs to specialized alloys like C-276 for harsh conditions.
- Consider plastics and coatings: When metals are unsuitable, plastics like PTFE, PVDF, or PEEK offer strong chemical resistance but lower mechanical strength.
- Test and validate materials: Use real-world testing (e.g., coupon testing) to ensure compatibility under your specific conditions.
- Work with trusted suppliers: Ensure compliance with standards like ASME and ISO 9001 and get traceable material certifications.
Materials Selection and Design for Corrosion Control
sbb-itb-501186b
Assessing the Corrosive Environment
Understanding the chemical agents and environmental conditions affecting your equipment is key. According to the Health and Safety Executive (HSE), corrosion accounts for a large portion of equipment failures in process industries - about 60% of damage to chemical equipment is linked to corrosion.
Identifying Corrosive Agents
Start by pinpointing the specific chemical agents your equipment will encounter. Each fluid has unique requirements - materials that work for water won't withstand something like hydrochloric acid. Be sure to assess both the concentration and corrosive nature of each chemical. For instance, 100% anhydrous hydrochloric acid is actually less corrosive than a 36% concentration.
Even trace impurities, such as chlorides, can lead to early equipment failure. For example, trace chlorides in process streams can cause pitting or stress corrosion cracking in austenitic stainless steels. Similarly, chemicals like bromine or chlorine may be manageable in dry conditions but become highly corrosive when exposed to moisture. Bromine, for instance, requires moisture levels below 30 mg/kg to remain safe. Dissolved gases and aeration also play a role - oxygen can significantly amplify the corrosive effects of acids like hydrochloric acid.
Once you've mapped out the chemical profile, move on to evaluating the operational conditions those chemicals will face.
Evaluating Environmental Factors
After identifying the chemical agents, consider the environmental conditions in which they operate. Temperature is a major factor - higher temperatures speed up corrosion and can render solutions ineffective at handling stress. For example, plastics like polypropylene can tolerate temperatures up to 180°F, PVDF up to 300°F, and PTFE up to 500°F. Meanwhile, 316 stainless steel can handle temperatures as high as 1,500°F. However, keep in mind that as temperatures rise, chemical resistance often decreases. Always confirm material compatibility for your specific operating conditions.
Pressure, flow velocity, and pH levels are other critical factors. High pressure increases mechanical stress, which can worsen the effects of corrosive gases like hydrogen sulfide. Similarly, flow velocity matters - a high-speed fluid can strip away protective coatings. For example, liquid chlorine in carbon steel should be limited to about 6.6 feet per second (2 m/s) to preserve its ferric chloride protective layer. The HSE highlights this issue:
"Rates of corrosion can be heavily affected by temperature changes and whilst a material of construction may be suitable at one temperature it may not be appropriate for use at a higher temperature with the same process fluid".
Finally, always anticipate worst-case scenarios. Consider how temperature, pressure, or chemical composition might fluctuate during abnormal operations.
Key Material Properties for Corrosion Resistance
Understanding the properties of materials is crucial when dealing with corrosive environments. Selecting materials that combine corrosion resistance with mechanical strength is key - focusing on one without the other can lead to early failures.
Corrosion Resistance and Strength
Materials can suffer different types of corrosion. General corrosion results in uniform surface degradation over time, while pitting and crevice corrosion target specific areas, creating localized damage that can quickly undermine a material's integrity. One of the most concerning forms is stress corrosion cracking (SCC), which occurs when tensile stress interacts with certain chemicals, leading to sudden fractures.
Balancing corrosion resistance with mechanical strength is critical. For instance, treatments that boost material strength can sometimes make them more susceptible to SCC. A practical example is austenitic stainless steel, which can crack in chloride-rich environments at temperatures above 140°F, especially under mechanical stress. The oil and gas industry illustrates the stakes - corrosion costs this sector an estimated $1.4 billion annually. Offshore platforms, for example, include nearly 50,000 feet of tubing and over 8,000 mechanical connections, each requiring thoughtful material choices.
To manage uniform corrosion, engineers often add a corrosion allowance - extra wall thickness designed to compensate for gradual material loss over time. However, this method doesn't address localized damage like pitting, which can cause failure regardless of the component's initial thickness.
These complexities highlight the importance of carefully considering alloy compositions when selecting materials.
Role of Alloying Elements
Adding specific elements to base metals can significantly improve their performance in corrosive environments. Chromium is fundamental - stainless steel must contain at least 11% chromium to form a protective oxide layer that prevents rust. This layer is self-healing; if damaged, chromium reacts with oxygen to quickly restore the barrier.
Molybdenum is particularly effective against pitting and crevice corrosion, especially in chloride-heavy environments like seawater. As Robert S. Brown from Carpenter Technology explains:
"Molybdenum is probably the most effective element for improving resistance to pitting and crevice corrosion".
Nickel helps stabilize the austenitic structure, offering protection against reducing acids, high temperatures, and SCC when its content exceeds 25%. Copper enhances resistance to sulfuric acid, while titanium and columbium (niobium) prevent sensitization during welding by binding with carbon, preserving chromium at grain boundaries. Nitrogen not only boosts yield strength but also enhances resistance to pitting.
The combination of these elements is just as important as their individual contributions. For instance, duplex stainless steels offer roughly double the yield strength of austenitic grades while resisting chloride-induced SCC. In harsher conditions, alloys like C-276, which incorporate tungsten and high levels of molybdenum, provide exceptional protection against localized corrosion.
Selecting Metals and Alloys for Corrosive Areas
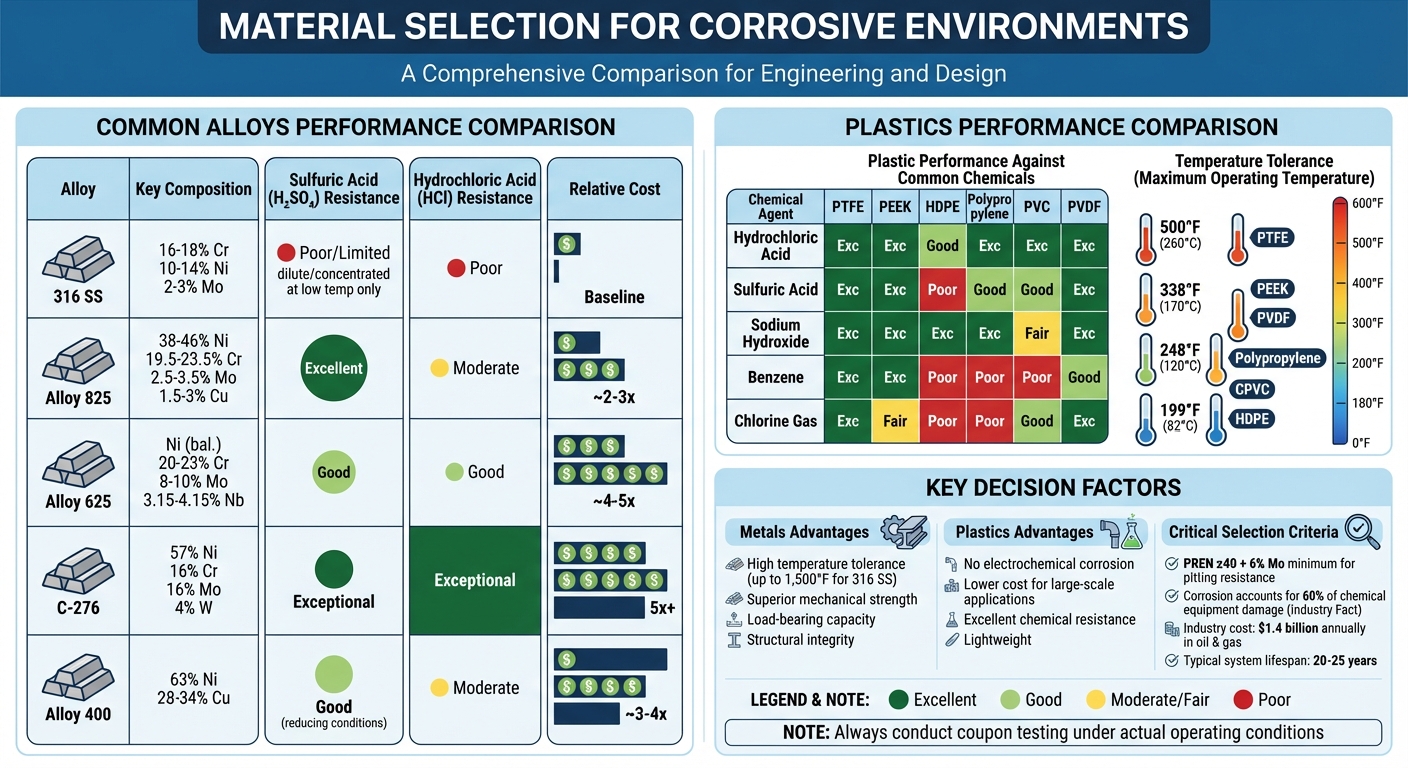
Material Selection Guide for Corrosive Environments: Alloys vs Plastics Comparison
After assessing the corrosive environment and understanding material properties, the next step is matching metals and alloys to your specific operating conditions. Factors like corrosive agents, temperature, concentration, and fluid velocity all play a role. For example, a material that works well with dilute sulfuric acid at room temperature might fail quickly in concentrated acid at 200°F. Below, we break down common alloys and their suitability for various corrosive environments.
Common Alloys for Corrosive Areas
316 stainless steel is a reliable choice for moderately corrosive environments. Its 2–3% molybdenum content offers better resistance to chlorides and pitting compared to 304 stainless steel. However, it comes with a price - 316L is about 30% more expensive than 304L. It performs best in very dilute or highly concentrated sulfuric acid at low temperatures.
For more demanding conditions, C-276 (Hastelloy), a nickel–chromium–molybdenum alloy, is an excellent option. It resists wet chlorine gas and chlorine dioxide but costs over five times more than 316L stainless steel. Its high molybdenum content makes it highly resistant to pitting and crevice corrosion.
Alloy 825 (Incoloy 825) is designed for reducing environments like sulfuric and phosphoric acids. With titanium stabilization, it prevents intergranular corrosion and is a cost-effective choice for these applications. On the other hand, Alloy 400 (Monel), a nickel–copper alloy, performs well in hydrofluoric acid and most fresh or industrial waters. However, it’s prone to pitting in stagnant seawater.
Titanium alloys are known for their ability to form a stable, protective oxide film when exposed to air, making them highly resistant to seawater, chloride solutions, and oxidizing acids like nitric and chromic acid. Titanium is lighter than steel (about 60% of the density) while maintaining comparable strength. However, it’s among the most expensive corrosion-resistant metals. Grade 7 Titanium, which includes palladium, is nearly five times the cost of Grade 2 Titanium. It’s worth noting that titanium requires oxygen to regenerate its protective film, so it’s unsuitable for anhydrous conditions.
Super duplex stainless steel (Alloy 2507) offers a combination of high strength and excellent resistance to stress corrosion cracking and localized corrosion, making it ideal for offshore applications under high pressure. As Robert S. Brown from Carpenter Technology Corp. emphasizes:
"The most cost effective alloy will provide the corrosion resistance needed for the application without the needless expense of over‐alloying".
Comparison of Alloy Properties
The table below highlights the performance of specific alloys under challenging acidic conditions:
| Alloy | Key Composition Elements | Resistance to Sulfuric Acid (H₂SO₄) | Resistance to Hydrochloric Acid (HCl) |
|---|---|---|---|
| 316 SS | 16–18% Cr, 10–14% Ni, 2–3% Mo | Limited (only very dilute or concentrated at low temperatures) | Poor |
| Alloy 825 | 38–46% Ni, 19.5–23.5% Cr, 2.5–3.5% Mo, 1.5–3% Cu | Excellent (in reducing environments) | Moderate |
| Alloy 625 | Nickel (balance), 20–23% Cr, 8–10% Mo, 3.15–4.15% Nb | Good | Excellent |
| Alloy C-276 | ~57% Ni, 16% Cr, 16% Mo, 4% W | Exceptional | Exceptional |
| Alloy 400 | 63% Ni, 28–34% Cu | Good (in air-free/reducing conditions) | Moderate |
A PREN (Pitting Resistance Equivalent Number) of at least 40, combined with a minimum of 6% molybdenum, indicates strong pitting resistance. Higher PREN values mean better performance.
To prevent galvanic corrosion, avoid direct contact between dissimilar metals in the presence of an electrolyte. For marine environments, consider pairing affordable materials like 316 stainless steel fittings with more corrosion-resistant tubing such as Alloy 254 or 825. Finally, ensure all finished parts are passivated and free of scale or contaminants, as surface condition plays a critical role in corrosion resistance.
Selecting Plastics and Coatings for Corrosive Areas
When metals fall short due to cost or performance issues, plastics and coatings step in as practical alternatives. In corrosive environments where metals struggle, plastics shine because they don’t succumb to electrochemical corrosion, the main culprit behind rust and chemical degradation in metals. However, plastics tend to have lower temperature tolerances and less load-bearing capacity compared to metals.
Common Plastics for Corrosive Applications
Let’s break down some of the most commonly used plastics in corrosive settings:
- PTFE (Polytetrafluoroethylene): Known for its outstanding chemical resistance, PTFE is chemically inert, non-toxic, and boasts a very low static friction (about 0.08). It performs well at temperatures up to 500°F (260°C) and doesn’t degrade thermally until 824°F (440°C).
- PVDF (Polyvinylidene Fluoride): This plastic offers excellent strength, abrasion resistance, and stability against UV rays and acids. It operates effectively at temperatures up to 302°F (150°C) and is frequently used in solar panels and chemical pipe liners.
- PEEK (Polyetheretherketone): A high-performance thermoplastic, PEEK is resistant to chemicals, steam, and fatigue while maintaining stiffness at elevated temperatures. It can handle continuous use up to 338°F (170°C) and is found in applications ranging from aerospace parts to medical implants. However, its advanced properties come at a higher cost.
For more economical solutions:
- HDPE (High-Density Polyethylene): With strong moisture resistance and a high strength-to-density ratio, HDPE is a cost-effective choice for large-scale uses like piping and tanks.
- Polypropylene (PP): This material resists fatigue and stress-cracking well but has a relatively low melting point of 248°F (120°C), limiting its use in high-temperature environments.
- PVC and CPVC: These are rigid, low-cost options for piping. CPVC offers better temperature resistance (up to 199°F or 93°C) and improved fire resistance compared to standard PVC.
- UHMW (Ultra-High Molecular Weight Polyethylene): This plastic stands out for its abrasion resistance - 15 times greater than carbon steel. It’s ideal for chutes, liners, and food-safe components, though its temperature tolerance is limited to about 180°F (82°C).
Here’s a quick comparison of how these plastics handle specific corrosive agents:
| Chemical | PTFE | PEEK | HDPE | Polypropylene | PVC | PVDF |
|---|---|---|---|---|---|---|
| Hydrochloric Acid | Excellent | Excellent | Good | Excellent | Excellent | Excellent |
| Sulfuric Acid | Excellent | Excellent | Poor | Good | Good | Excellent |
| Sodium Hydroxide | Excellent | Excellent | Excellent | Excellent | Fair | Excellent |
| Benzene | Excellent | Excellent | Poor | Poor | Poor | Good |
| Chlorine Gas | Excellent | Fair | Poor | Poor | Good | Excellent |
Understanding these properties allows you to weigh the trade-offs of plastics against metals effectively.
Plastics vs. Metals: Key Considerations
While plastics excel in resisting chemical corrosion, they can’t match metals when it comes to temperature tolerance and mechanical strength. Most plastics start to degrade between 248°F and 500°F (120°C to 260°C), whereas metals can handle much higher temperatures. Metals also outperform plastics in structural integrity and load-bearing capacity, making them better suited for heavy-duty applications.
When choosing materials, it’s always wise to over-engineer for safety. As Curbell Plastics puts it:
"Choosing a plastic that exhibits minimal property changes in test conditions more extreme than the actual application environment will often prevent plastic part failures and provide significant long term cost savings".
Temperature plays a critical role in material performance. Heat accelerates chemical degradation and physical absorption, so it’s essential to verify the concentration of corrosive agents. While many plastics resist diluted acids, concentrated solutions can cause failures. To reduce the risk of environmental stress cracking (ESC), consider annealing (controlled heating and cooling) during fabrication. Additionally, limit the surface area exposed to corrosive agents and clean any chemical spatter immediately to maintain the material’s integrity.
The choice between plastics and metals ultimately comes down to balancing chemical resistance, temperature limits, and mechanical demands for your specific application.
Testing and Validating Material Selection
The typical 48-hour, room-temperature submersion tests are far from replicating the complexities of real-world industrial conditions. Factors like temperature fluctuations, pressure variations, and chemical mixtures demand more practical and rigorous validation methods[40,43,35].
Chemical Compatibility Testing
Start by identifying your specific process conditions, including the type of chemicals, their concentrations, temperature ranges, and any impurities present[39,8]. Compatibility charts can provide a starting point, offering standardized ratings such as "A" (Excellent) or "B" (Good) for continuous exposure[39,40]. However, these charts are just initial screening tools and must be backed by hands-on testing.
One effective approach is coupon testing, where small material samples are exposed to actual process conditions to gather practical data. For metals, corrosion rates are often measured by weight loss, usually reported in inches per year. For plastics, look for signs of swelling, cracking, or softening - even if the overall weight remains unchanged. Be sure to account for additional variables like fluid velocity, turbulence, aeration, and temperature spikes during testing.
"Corrosion is the largest single cause of plant and equipment breakdown in the process industries." – HSE
When dealing with chemical mixtures that lack reliable compatibility data, it’s wise to consult a qualified corrosion engineer. These validated test results are essential for selecting the right suppliers and ensuring compliance with industry standards.
Using Trusted Suppliers for Compliance
Once material performance has been confirmed through testing, it’s crucial to work with suppliers who meet international standards like ASME, PED, and ISO 9001[15,2]. These suppliers should provide traceable data for material specifications and corrosion allowances, which are critical for meeting regulatory requirements.
In corrosive or hazardous environments, platforms like Electrical Trader offer centralized access to compliant electrical equipment, helping to avoid the risks associated with substandard or counterfeit materials.
Look for suppliers who can perform custom chemical compatibility assessments and provide standardized testing data[40,17]. They can also recommend surface treatments - such as anodizing or hot-dip galvanizing - to improve corrosion resistance. Make sure to share your full fluid profile, including solids content, precise chemical concentrations, and maximum operating temperatures[15,8]. For high-risk applications, don’t rely solely on generalized ratings; instead, conduct material tests under your specific operating conditions.
"Material selection is not a secondary design step. It's where reliability starts." – Chemitek
With industrial systems typically designed for lifespans of 20–25 years, validating material choices from the outset can save significant costs and prevent failures in the long run.
Conclusion
Choosing the right materials for corrosive environments is essential for ensuring both reliability and safety. Start with a thorough assessment of the environment, identifying corrosive agents, temperature and pressure changes, and potential worst-case scenarios.
Once the environmental factors are clear, focus on balancing the material's mechanical and chemical properties. The chosen materials need to resist corrosion while maintaining tensile strength, impact resistance, and fracture toughness over a typical lifespan of 20–25 years. This process also involves weighing upfront costs (CAPEX) against long-term operating expenses (OPEX). While high-performance alloys might have higher initial costs, they often reduce maintenance needs and minimize failures, leading to lower overall lifecycle costs.
"Materials selection is a major corrosion control method in engineering design. It plays a role in the effective estimation of project costs, construction scheduling and safe operations."
– Andry Soetiawan, Material and Corrosion Consultant
Good design choices are just as important as selecting the right materials. To reduce the risk of localized corrosion, ensure proper drainage, eliminate dead spots in piping, and avoid crevices where corrosive liquids can collect. Don’t overlook atmospheric corrosion either, as it can sometimes cause more damage than internal process corrosion.
Finally, partner with reliable suppliers to ensure long-term success. Work with suppliers who meet international standards like ASME, PED, and ISO 9001, and who can provide traceable material certificates and chemical compatibility information. For electrical components in hazardous areas, platforms like Electrical Trader make it easier to find compliant equipment. Considering that corrosion is the leading cause of plant and equipment breakdowns in process industries, proper material selection and validation are critical for preventing costly failures and protecting both personnel and operations.
FAQs
What’s the fastest way to identify the real corrosive agents in my process?
To spot corrosive agents, start by examining the chemical properties of substances - pH levels are a good indicator. Check their Safety Data Sheets (SDS) for specific details about corrosivity. Take a closer look at the chemicals used in your process and how they interact with different materials. For added certainty, consider running chemical compatibility tests or referring to a compatibility guide to confirm which agents pose a corrosion risk.
When should I choose a high-alloy metal instead of a plastic or coating?
For environments dealing with highly corrosive fluids, high speeds, or situations demanding extreme corrosion resistance, high-alloy metals are the top choice. These metals excel under tough conditions involving harsh chemicals, elevated temperatures, and mechanical stress - where materials like plastics or coatings might fail. They provide outstanding durability and long-lasting performance, making them perfect for challenging applications such as chemical processing or petrochemical operations.
How do I validate material compatibility beyond a chemical resistance chart?
When selecting materials, it's crucial to consider factors such as temperature, exposure duration, internal and external stresses, and chemical concentration, as these can all influence chemical resistance. Manufacturer-provided charts can be a helpful starting point, offering detailed guidance based on specific materials. However, for greater confidence, it's wise to conduct real-world testing or small-scale pilot studies under actual operating conditions. This approach provides a clearer picture of how the material will perform over time in its intended chemical environment. Taking these steps ensures the material is suited for the exposure it will face.